Industry 4.0 has revolutionized the foundation for the next industrial revolution. Industry 4.0 is a cluster of trending technologies such as the Internet of things (IoT), data, computational power, connectivity, analytics, intelligence, augmented reality and more. It offers a more interlinked and holistic approach to the manufacturing industry by connecting physical world with digital. This connection allows better collaboration and access across departments, partners, vendors, product and people.
Furthermore, Industry 4.0 empowers business owners to better control and understand every aspect of their operation, thereby allowing them to leverage real-time data to enhance productivity, processes and growth. The prime objective of Industry 4.0 is to excel manufacturing operations: to become faster, more efficient and customer-centric. Also, with Industry 4.0, manufacturing companies can not only automate and optimize their processes but also discover new business opportunities as well as models.
The component markets of Industry 4.0 are estimated to be worth more than US$4 trillion by 2020. – KPMG
Asset management in Industry 4.0
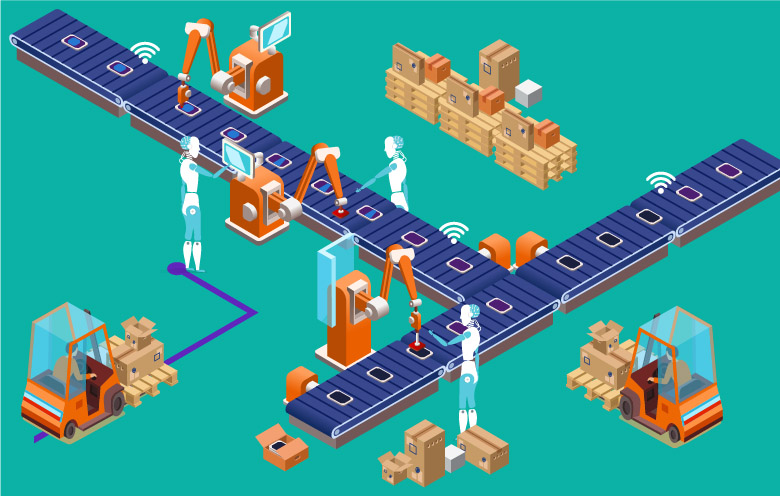
Most manufacturing companies own a variety of machinery, equipment and production belts scattered within their huge premises. With Industry 4.0, you can leverage IoT to create environments with connected assets that improve operational efficiency. Manufacturers can get a greater level of control to monitor, repair and carry out maintenance activities from remote consoles.
Moreover, Industry 4.0 enables you to deploy a smart asset monitoring solution on a robust IoT platform. With the use of this solution, equipment connected to sensors can transmit useful data about its current condition. The factory floor supervisors can monitor and manage assets remotely even in a vast manufacturing unit. Also, real-time data from sensors can be analyzed to identify the location of equipment breakdown or production stoppage. In case a breakdown occurs, a floor supervisor can analyze this data to identify the problem and take corrective measures to prevent future occurrences.
All in all, asset management in Industry 4.0 allows you to track and monitor assets to improve operational efficiency and track return on assets (ROA).
Some technology trends that underpin Industry 4.0
Big data and analytics
Data helps to bridge the gap between information and operations in a manufacturing setup. Today data is gathered from everywhere – systems, sensors, mobile devices and more. However, collecting, integrating, storing, processing and deciphering the data into meaningful insights are some of the common challenges for many industries. Although, big data analytics architecture for Industry 4.0 can help organizations to examine the large data set to unleash market trends, hidden patterns, unknown correlations and more to enable real-time decision-making.
Artificial intelligence
In a smart factory, production processes are connected enabling machines, interfaces and components to communicate with each other. Huge amounts of data can be gathered to optimize the manufacturing process. Even in production facilities, AI-enabled systems identify objects on conveyor belts and can sort products automatically based on their predefined shapes, colors and size. Such intelligent systems use image analysis and image recognition to identify product flaws in manufacturing.
The cloud
Due to the increasing scale of Industry 4.0, cloud computing has become inevitable. From agriculture, aerospace, construction to chemical and more – all these diverse industries cater to various customer needs using cloud computing. The unparalleled compute, storage and networking capabilities that a cloud platform offers enable industries to optimize their business processes, run their applications, and gain the next level of actionable visibility using a massive amount of data.
Cyber physical systems
Cyber physical systems (CPS) have introduced new production methodologies in all industry sectors. The Industry 4.0-enabled manufacturing environment backed by CPS offers real-time data collection, data analysis and transparency across every aspect of a manufacturing operation. However, with the increase in connectivity and use of standard communications protocols due to Industry 4.0, the need to secure critical industrial systems and manufacturing lines from cybersecurity threats has also increased. Hence, CPS provides central intelligence to automatically orchestrate, monitor and control operations at all levels with greater security, communications as well as access management.
Augmented reality
For Industry 4.0, AR offers a perfect way to represent pertinent information to workers and technicians of the company. With VR and AR, technicians can see real-time information about the task, machinery problems and refer user guide if needed. They can even contact an expert to receive real-time assistance using AR technology. Another big advantage of AR is that it enhances industrial training and learning by reducing risks and costs.
Digital twin
Industry 4.0 makes manufacturing processes increasingly digital, and many companies are struggling to determine how to drive and deliver real value operationally as well as strategically. Using digital twin, companies can get a complete digital prototype of products that companies can use to detect physical issues sooner, build better products and predict outcomes more accurately. Not just that, the combination of Industry 4.0 and digital twin will enable various industries to market a new product quickly, improve operations and bring up new business models to drive revenue.
The final say
These are just some of the technologies that can unlock the potential of Industry 4.0. So, adopt these trending technologies along with Industry 4.0 implementation in manufacturing and realize several incremental improvements in your business operations. If you are looking for end-to-end Industry 4.0 implementation services, talk to our experts.