Data science development services
Using advanced analytics with domain expertise, we deliver custom data science solutions that accelerate decision-making and ROI.
Talk to our data scientistsUsing advanced analytics with domain expertise, we deliver custom data science solutions that accelerate decision-making and ROI.
Talk to our data scientistsOur Clients

Strategic decisions demand more than data. They require profound understanding. Every business sits on a goldmine of untapped potential, where complex patterns and hidden insights wait to be discovered, capable of fundamentally reshaping competitive data-driven trajectories. What sets us apart is our proprietary data science methodology. As top data science development companies, we architect intelligent ecosystems that integrate machine learning, predictive modeling, and domain-specific expertise. Our data scientists and consultants design custom solutions that adapt to your unique business context and transform your data complexity into strategic clarity.

Our data science consulting services provide expert guidance on data strategy, implementation, and optimization to address your unique business needs.

Our data science developers excel in aggregating comprehensive and relevant data from various sources to create a unified and robust dataset.

We transform raw data into a structured, organized format to facilitate efficient exploration and analysis.

Our experts ensure data integrity by systematically identifying and rectifying errors and inconsistencies.

Our expertise in exploratory data analysis helps you visualize and interpret trends, patterns, and relationships to guide strategic decisions.

We develop and test minimum viable models to efficiently validate hypotheses and refine strategies.
Whether you need to build predictive models, optimize processes, or develop custom analytics solutions, our team is here to help you succeed. Hire experienced data science developers from Softweb Solutions to transform your data into actionable insights. Why hire our data science developers:




Industry
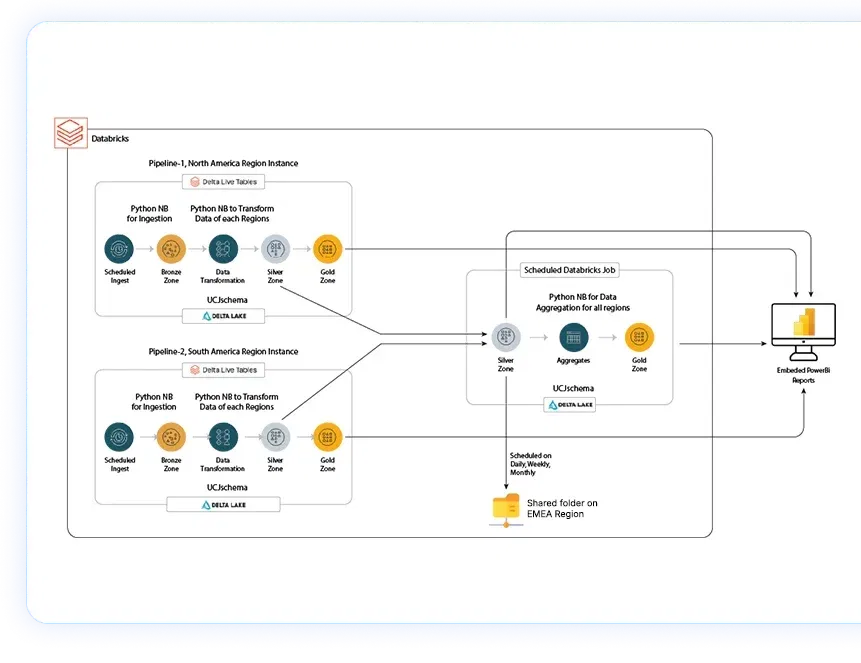
Manufacturing
Technologies:
Python, SQL, Databricks, Power BI Modelling
Challenges:
Data volume, complexity, storage and management.
Business Impact:
Client:
A leading provider of high-precision industrial components
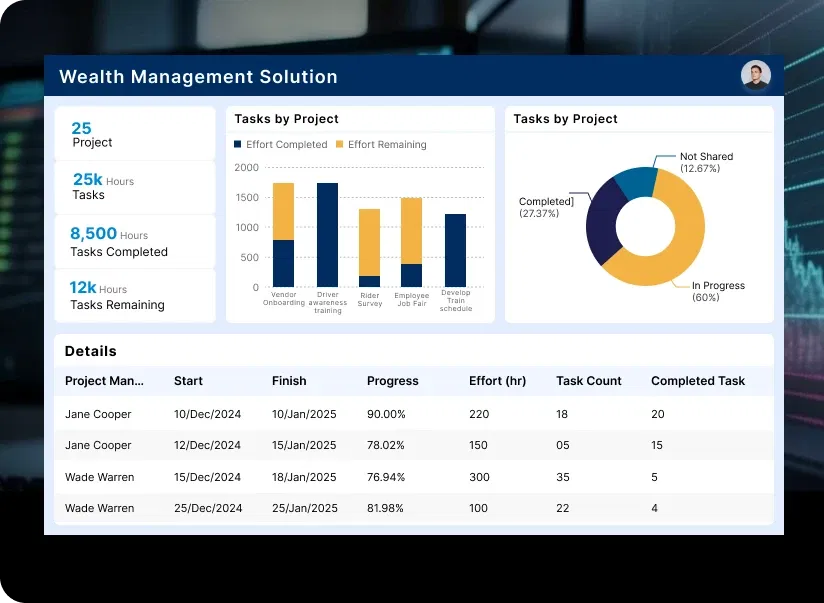
Industry
Finance
Technologies
Python, Autogen AI Agent, Angular, Azure Storage
Challenges
Business impact
15+years of experience in delivering data science services across industries
50+ experts in ML, GenAI, predictive modeling, and prompt engineering
The built-in Apache Spark engine improves scalability and data processing.
Azure integration to enhance data storage
Experience in deploying technologies like Python, Databricks, SQL, Power BI Modeling.
Implementing Databricks reduced data processing time by 64%, increased revenue by 11% and increased data visibility by 79%.
Data science involves using scientific methods, algorithms, and systems to extract knowledge and insights from structured and unstructured data. By leveraging data science, businesses can make informed decisions, optimize operations, enhance customer experiences, and uncover new revenue opportunities.
Yes, we can help you with predictive analytics. It is a key component of data science, which uses historical data to predict future trends. By applying machine learning models, our data science developers can help you forecast demand, optimize inventory, predict customer behavior, and more, enabling you to stay ahead of the competition.
At Softweb Solutions, we follow stringent data cleaning and preparation processes to ensure data quality and accuracy. We identify and rectify errors, remove inconsistencies, and structure the data effectively, ensuring reliable and high-quality data for analysis. For more information, you can schedule a consultation call with us or write to us at info@softwebsolutions.com.
Yes, we offer ongoing data science consulting services to support your continuous data initiatives. Our team can assist with model maintenance, updates, and refinements, as well as provide ongoing analysis and insights to help you stay ahead in your industry.
Transformative data science services for industry leaders
Let our data scientists guide you through your specific business challenges
 100% Secure. Zero Spam.
100% Secure. Zero Spam.By submitting this form you agree with the terms and privacy policy of Softweb Solutions Inc.