
Are you struggling with time-consuming and labor-intensive manual inspection processes in your manufacturing operations? These processes can be prone to human error, potentially leading to significant product quality issues.
That’s where visual inspection AI (artificial intelligence) can help. It is a critical component of the manufacturing process that ensures quality products while reducing the risk of human error. AI-powered computer vision applications can automate and enhance manufacturing inspections, saving time and costs while improving accuracy and consistency.
The global market for visual inspection AI in manufacturing is expected to reach $2.2 billion by 2027, growing at a CAGR of 7.3% from 2020 to 2027. – Grand View Research
What is artificial intelligence visual inspection and how does it work?
Visual inspection AI is a technology that uses AI and computer vision to automate inspections in industries like manufacturing.
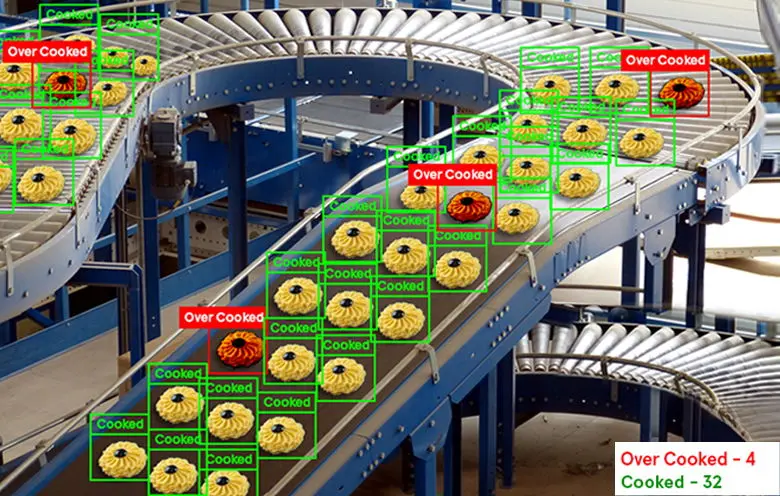
The process involves capturing images or videos of products or materials using cameras and sensors. When you use AI algorithms in manufacturing, the images are automatically analyzed using machine learning models. AI technology can quickly and accurately identify defects or anomalies in the production line, helping to resolve issues efficiently and effectively.
Your ML models are trained on large datasets to identify patterns and anomalies in images. As the system processes more data, it becomes more accurate and efficient at detecting defects and anomalies.
Visual inspection AI is one of the latest computer vision trends in the manufacturing industry. With clear understanding of artificial intelligence in Visual inspection, it’s also essential to understand the importance in ensuring quality, compliance, and operational efficiency.
What is the importance of visual inspection in manufacturing?
Visual inspection ensures only high-quality products reach the market by identifying potential hazards in the initial production phase. The following points highlight the importance of visual inspection in manufacturing.

1. Identifies defects in the early stage
AI vision system helps in identifying issues at an early stage and prevents costly breakdowns or equipment failure. This proactive approach ensures quality standards are maintained, reducing the risk of safety hazards.
2. Enhances product quality
Vision AI for manufacturing identifies surface defects, assembly issues, and color inconsistencies in advance, enabling manufacturers to improve the product quality before it reaches customers. This ensures that every product meets the defined specification and appearance standards, enhancing customer satisfaction and brand reputation.
3. Prevents equipment failure
Computer vision quality inspection continuously monitors the condition of equipment and systems, identifying corrosion, wear, leaks, and other warning signs. By observing these signs, the service team can take preventive steps before failure occurs. This preventive step reduces unplanned downtime and enhances the lifespan of assets.
4. Adheres to compliance and standards
The AI inspection system supports compliance by providing documented evidence of inspection and defect detection. This ensures operational, safety, and environmental requirements are met in accordance with industry regulations. Non-adherence may invite fines, penalties, and reputational damage.
5. Supports continuous improvement
Visual inspection offers real-time insights that improve processes, products, and systems. It focuses on recurring issues and patterns that highlight deeper problems in design and manufacturing. Thus, enabling the team to take proactive steps to optimize processes, reduce waste, and enhance efficiency. AI vision system in manufacturing is a strategic tool to drive operational excellence.
6. Facilitates training and skill development
Visual inspection enables businesses to train their new employees to identify quality standards and process deviations. It enhances attention to detail and creates awareness of acceptable versus defective outcomes. AI inspection system is a vital learning tool that helps build capable and quality-focused teams.
While we have explored the significance of visual inspection in manufacturing industry. Let’s understand the numerous advantages it offers such as enhanced efficiency, reduced human error and improved quality control in manufacturing processes.
What are the benefits of AI in manufacturing through visual inspection
Visual inspection AI in manufacturing has several benefits for you, including:
-
- Increased accuracy: You can achieve high accuracy and consistency in defect detection by utilizing computer vision applications for visual inspection. It is often challenging to accomplish through human inspection alone. This results in fewer false positives and negatives that allows manufacturers to identify and address issues more efficiently.
For example, a semiconductor manufacturer in Taiwan reported a 10% reduction in scrap rates and a 50% increase in throughput after implementing a visual inspection AI system.
-
- Reduced costs: Automating the inspection process with visual inspection AI can help you lower labor costs related to manual inspection. Additionally, catching defects early in production can result in lower scrap rates and rework, saving on materials and resources.
For example, a manufacturer of automobile parts in Japan reduced labor costs by 30% and achieved a 95% defect detection rate by using a visual inspection AI system.
-
- Improved efficiency: Implementing computer vision systems for quality control in manufacturing can have significant benefits. AI can boost manufacturing efficiency with predictive maintenance, quick inspections by quality QC and reduce downtime.
Using AI-powered computer vision, you can easily identify and address defective products, meet production demands and maintain high-quality standards. This ensures your manufacturing processes run smoothly with minimal interruptions.
For example, a packaging manufacturer in the US reported a 50% reduction in inspection time and a 10% reduction in labor costs after implementing a visual inspection AI system.
-
- Enhanced safety: In some cases, visual inspection AI can reduce the need for manual inspection by quality managers in hazardous environments, improving workers safety.
For example, the BMW Dingolfing plant in Germany uses Visual AI to monitor the factory floor for safety hazards. The system detects when workers aren’t wearing required PPE or machines operate outside normal parameters and alerts the safety team. This has helped reduce accidents, injuries and increase efficiency.
While we have explored its benefits and real-life examples, it is critical to also consider how other companies use this technology in their manufacturing operations.
Real-life applications of computer vision for visual inspection in manufacturing
Here are a few manufacturing brands using CV for visual inspection AI in manufacturing and the results they have achieved:
- Foxconn: The world’s largest electronics manufacturer implemented visual inspection AI and reduced inspection time by 30%, while improving accuracy by 80%.
- Bosch: The German engineering and technology company implemented computer vision and machine learning algorithms to inspect automotive parts and achieved a 10% increase in production efficiency.
- GE: The American multinational conglomerate uses visual inspection AI to detect defects in aircraft engines and other critical components. This has led to a 25% reduction in inspection time and a 30% reduction in manufacturing costs.
- Flex: The Singaporean electronics manufacturer uses computer vision and machine learning algorithms to inspect printed circuit boards. This has resulted in a 90% reduction in inspection time and a 99% reduction in false positives.
- Siemens: The German multinational conglomerate uses AI to inspect wind turbine blades for defects. This has led to a 30% increase in inspection accuracy and a 50% reduction in inspection time.
We have seen how some well-known brands use computer vision applications for visual inspection to enhance their manufacturing operations. However, implementing visual AI using computer vision can also come with its own set of challenges. In the following section, we will explore these common challenges and discuss possible solutions to overcome them.

What are the challenges of using CV for visual inspection in manufacturing and how to overcome them
1. Technical issues: Implementing visual inspection AI requires expertise in machine learning and computer vision, which may be outside the scope of some manufacturing companies.
Solution: Partnering with a computer vision services provider can help manufacturing companies overcome this issue in implementing visual inspection AI.
2. Quality and accuracy of data: One of the major challenges in implementing visual AI is ensuring the manufacturing quality and accuracy of the visual data being used for training the algorithms.
Solution: To address this challenge, manufacturers can use high-quality and diverse training data to train the algorithms, which can help improve their accuracy.
3. Integration with existing systems: Integrating visual AI into manufacturing systems can be challenging due to complexity and time consumption.
Solution: Manufacturers can work with experienced technology partners who have expertise in integrating visual AI with existing systems.
4. Cost: Visual AI implementation can be expensive, especially for smaller manufacturers.
Solution: A cost-effective way to implement visual inspection AI is to start with critical areas and gradually expand. This reduces costs and ensures efficient use of resources.
5. Ethical concerns: There are ethical concerns associated with the use of visual AI, such as potential bias and privacy issues.
Solution: To promote responsible and ethical use of visual inspection AI in manufacturing, use transparent and accountable AI practices. This helps build trust with stakeholders and ensures that the AI is used responsibly. By doing so, manufacturers can build trust with stakeholders and promote the responsible use of AI.
Manufacturers can achieve improved operational excellence in manufacturing by addressing challenges and implementing visual AI using computer vision.
Thinking about using computer vision?
Our experts can help you to turn ideas into results
Getting started with Visual Inspection AI
Visual inspection AI has transformed manufacturing by improving quality control methods, efficiency and cost savings. To stay ahead of the competition and thrive in the years ahead, every manufacturer must invest in this technology.
Partnering with a computer vision service provider can maximize visual inspection AI for quality control in manufacturing. Contact us to learn how you can leverage the benefits of AI with your business model.



