Electronic component manufacturers run on tight margins and fast-moving bills of materials with zero tolerance for defects. These conditions make the industry well suited for Artificial Intelligence (AI) adoption. At the same time, there is no room for errors. A model that misclassifies a defect or inaccurately forecasts a part shortage can create greater costs than not using AI at all.
According to an IoT Analytics report on AI adoption in machine building, 96% of machine builders have already started deploying AI in their internal operations. Some of the most adopted use cases are design failure prediction, component modeling, and design-for-manufacturability checks. On the production side, Octave’s 2026 Pulse of Quality in Manufacturing survey found that 47% of manufacturers now use AI in quality processes, up from a third the year before. Defect detection and document automation are among the leading use cases driving this adoption.
For component makers, the pressure has a sharper edge. Accuris reporting on the AI data center boom notes that logic ICs and programmable logic parts were reaching 25-40 week lead times in early 2026. 72% of those organizations report that the annual cost of reactive supply chain decisions exceeds $50,000. In an environment like this, AI tools that catch a defect earlier, flag a part substitution risk sooner, or forecast a shortage a few weeks ahead can protect revenue and customer relationships.
This article walks through where AI fits into an electronic component manufacturer’s operations. The problems that show up when adoption is rushed or left to chance. And a stage-by-stage approach to introducing AI without putting existing production quality at risk.
Where AI fits into electronic component manufacturing
AI implementation in manufacturing brings efficiency that attaches to specific production stages. Each stage has its data needs and its payoff. The table below maps where AI already delivers results for component manufacturers, based on patterns we see across the industry.
| Manufacturing stage | Where AI fits in | What changes for the plant |
|---|---|---|
| Design and DFM review | AI checks footprints, pad geometry, and component placement against manufacturability rules before a board goes to fabrication. | Fewer respins caused by avoidable design errors and faster handoff from engineering to the line. |
| Component sourcing and BOM management | AI cross-checks bills of materials against distributor stock, lead times, and known counterfeit risk indicators. | Procurement teams catch shortages and risky parts weeks earlier instead of at the kitting stage. |
| SMT placement and reflow | Machine learning models tune placement speed, paste volume, and reflow profiles based on sensor feedback from the line. | More stable first-pass yield and less manual profile tweaking between board revisions. |
| Automated optical and X-ray inspection | Computer vision models classify solder joints, tombstoning, bridging, and component placement defects on boards moving at line speed. | Fewer false rejects pulled for manual review and earlier catch of defects that rule-based AOI tends to miss. |
| Equipment maintenance | Models trained on vibration, temperature, and current data from pick-and-place machines and reflow ovens flag early signs of wear. | Maintenance shifts from fixed schedules to need-based interventions, with fewer unplanned line stoppages. |
| Demand and inventory planning | Forecasting models combine order history, distributor lead times, and market signals to plan component buys. | Lower risk of being caught out by allocation periods and less capital tied up in safety stock. |
A note on scope: Not every stage needs AI right away. Not every plant needs all six stages. ANZER USA analysis of AI in electronics manufacturing makes a point. Contract manufacturers getting real value from AI in 2026 apply it to inspection consistency, supply chain visibility, and DFM pre-screening. They also keep experienced engineers in charge of process development and compliance sign-off. These manufacturers use AI to support a quality system, not replace one.
Problems that show up when AI adoption is rushed
In electronic component manufacturing, AI delivers its biggest gains in precision, yield, and defect detection. A single mistake in these areas is expensive. That’s why rushing AI rollout here carries high risk. Below are common problems we see when that happens.
1. Inspection models trained on too little data
Computer vision models for defect detection need thousands of labeled images. They must cover both defective and acceptable boards to perform reliably at speed. When a model is trained on a small, unrepresentative dataset, it can miss real defects. It can also flag good boards as failures. As a result, the mistake can repeat across an entire shift before anyone notices it.
2. Forecasting models that ignore market-level signals
A demand forecasting model trained only on order history misses wider market shifts. These include allocation periods, sudden shifts of fab capacity toward bigger customers, or demand spikes for specific package types. Therefore, the forecast looks accurate during stable markets. It breaks down exactly when the company needs it most, like during a shortage.
3. DFM checks that flag everything, so nobody trusts them
An AI-based DFM tool tuned too conservatively flags far more issues than a human reviewer would. As a result, engineers learn to ignore the warnings, and the tool stops adding value. Or worse, a genuine issue gets buried in the noise of false flags.
4. Maintenance alerts that arrive too late or with high frequency
Predictive maintenance models need months of labeled failure history. They need this to learn what a genuine early warning sign looks like. Without that history, a model misses real problems in equipment like pick-and-place heads or reflow ovens. Or it floods the maintenance team with false alarms. Either way, the team starts ignoring the alerts as noise.
5. AI tools that don’t talk to the rest of the plant
An inspection model, a BOM risk tool, and a maintenance platform often operate in isolation. Together, they create three separate sources of truth. When a defect rate spikes on a line, engineers must cross-reference inspection logs, lot numbers, and maintenance records by hand. Using this approach, they piece things together manually instead of working from one connected view.
6. Compliance gaps in regulated builds
For boards built to ISO 13485 or AS9100, every quality decision needs documented human sign-off. An AI deployment can quietly automate a decision that should stay with a quality engineer. Such automation should inform that engineer’s decision, not replace it. Therefore, this shift can create an audit gap, often discovered during a regulatory review.
Best practices for adopting AI on the production floor
Most problems above trace back to one root cause. Teams treat AI as a tool to install, not a capability to build. The practices below show how manufacturers introduce AI without disrupting existing production quality.
1. Start with the data you already generate, not the model you want to buy
A single SMT line generates tens of gigabytes of data daily. Therefore, before evaluating AI vendors, take stock of what data the plant captures. This includes AOI images, oven logs, machine current draw, and BOM-to-lot data. Predictive maintenance models typically need 12 or more months of labeled sensor history. Defect detection models need thousands of labeled images across real defect categories. Knowing the gap between what’s needed and what exists determines project timelines.
2. Pilot narrowly, then expand deliberately
Manufacturers running two or three focused AI pilots see higher success rates. Launching five or more pilots at once spreads attention too thin. A practical starting point is one inspection use case on a single product line. Add one supply chain or sourcing use case on a defined set of BOMs. Using this approach, you measure both against KPIs the plant already tracks, like yield or stockout frequency.
3. Keep a human in the loop for sign-off decisions
AI should narrow down what a quality engineer or buyer needs to review. On an AOI line, route AI-flagged boards to a human reviewer, not auto-reject them. In sourcing, have a buyer review AI-flagged part substitutions or counterfeit risks. Don’t let an algorithm approve these automatically. As a result, human oversight preserves the audit trail required for regulated builds. It also builds trust in the tool over time.
4. Connect AI outputs to the systems people already use
An AI tool with its own separate dashboard gets checked rarely. Therefore, feed inspection results, maintenance alerts, and sourcing flags into existing MES or ERP systems. With this approach, AI becomes part of daily workflows, not one more screen to monitor.
5. Treat model performance as something to monitor, not assume
There are many elements, such as component packages, supplier mixes, and market conditions, that keep changing constantly. Therefore, a model’s accuracy can drift quietly over time. When you review models regularly, you can catch these drifts. For inspection models, check for false-positive and false-negative rates. For demand models, check forecast accuracy. Using this approach, you can catch problems early before a defect reaches a customer.
A practical path to AI adoption: Stage by stage
Bringing AI into manufacturing works best as a structured process. A single big-bang deployment rarely succeeds. Below is the sequence we recommend, using defect inspection as an example.
The following image visualizes step-by-step progression for a plant migrating from manual operations to full autonomy. It balances strategic value against implementation difficulty.
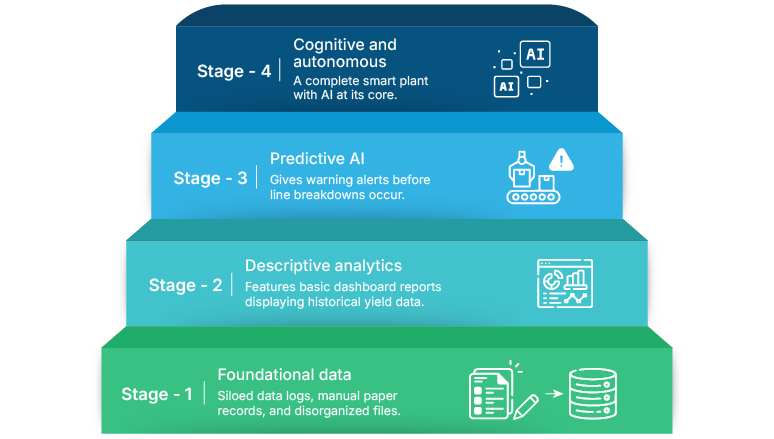
The model is structured into four horizontal tiers:
- Stage 1: Foundational data
The baseline of the factory, characterized by unstructured or messy data. - Stage 2: Descriptive analytics
Focuses on looking backward to see what has already happened using standard telemetry. - Stage 3: Predictive AI
Shifting from reactive to proactive tracking by using forward-looking insights. - Stage 4: Cognitive and autonomous
The peak stage, where advanced AI systems autonomously tune and optimize shop floor processes.
1. Assess readiness and pick a starting use case
Start by mapping current pain points against available data. A plant with inconsistent AOI results and review backlogs fits an inspection pilot well. This works best when the plant has an archive of inspection images. A plant blindsided by shortages fits a sourcing or forecasting pilot better. Such a pilot needs clean and accessible purchasing and ERP data. Therefore, picking one well-matched use case beats spreading effort across several mismatched ones.
2. Prepare and label the data
For our inspection example, this means pulling out a representative sample of AOI or AXI images. The images should be from defective and acceptable boards, across the defect categories that matter. Quality engineers need to label them accurately. This step is the longest in the whole project. But a model is as good as the labels it learns from. As a result, skipping or rushing at this stage is the common reason AI pilots underperform.
3. Build, validate, and pilot the model
Next, the team trains a model using labeled data. They test it on boards it hasn’t seen before. This checks if the model actually learned the patterns. Then comes the pilot. The model runs on one production line. It works alongside the existing inspection process, not in place of it. For our example, this means three sets of judgments. The AI model makes its calls. The existing AOI system makes its calls. Human reviewers make final calls. The team tracks every case where these three disagree. Therefore, this reveals where the model struggles. It also shows where the current system might be missing things too.
4. Tune thresholds against real outcomes
Early results almost always need some adjustment after launch. Too many false positives, and reviewers start ignoring the model’s calls. Missed real defects mean the system isn’t ready for production traffic yet. Quality engineers should review edge cases, like borderline solder joints that are not clearly good or bad. Using this approach, tuning the confidence threshold builds real trust in the tool over time.
5. Scale deliberately and keep monitoring
Once the model performs reliably on the pilot line, expansion can begin. Add new lines or product families one at a time, not all together. A model tuned for one board type won’t automatically work well on another.
After scaling, the real work becomes ongoing monitoring and maintenance. Track false-positive and false-negative rates closely as new defect types appear. Retrain the model periodically so it keeps pace with new component packages. Feed outcomes back into the system, so it keeps improving over time. Without this feedback loop, performance slowly drifts out of step with the line.
Categories of AI tools for electronic component manufacturers
Electronics manufacturers can choose from several categories of AI tools. Most plants eventually combine multiple tools rather than relying on one platform. The table below outlines main categories and how each applies to component manufacturing.
| Tool category | What it does in an electronic component plant |
|---|---|
| AI-enhanced AOI/AXI | Adds deep learning classifiers on top of existing optical or X-ray inspection rigs to tell true defects from cosmetic variation, cutting false-positive rates that otherwise send good boards to manual review. |
| Predictive maintenance platforms | Ingest sensor data from pick-and-place machines, reflow ovens, and wave soldering equipment to flag components likely to fail before they cause a line stoppage. |
| Supply chain and BOM risk tools | Monitor distributor inventories, lead times, and lifecycle status (active, NRND, obsolete) for every part on a BOM, and flag components that resemble known counterfeit patterns. |
| DFM and design validation software | Apply machine learning to historical fabrication and assembly data to flag layouts that are statistically likely to cause yield problems. |
| Demand forecasting and S&OP tools | Combine internal order data with external market signals to project component demand and guide purchasing decisions. |
| Generative AI assistants | Help engineers draft test plans, summarize failure reports, and search internal documentation, datasheets, and process specs in natural language. |
Some AI tools come as add-ons to equipment a plant already owns. Many AOI and AXI machine vendors now offer AI classification as an upgrade. Others, especially supply chain risk and demand forecasting tools, work differently. They typically deploy as standalone platforms that integrate with existing ERP and procurement systems. Sorting out which category solves which problem takes real work upfront. Manufacturers must decide between an add-on, a new platform, or a custom-built model. That decision is usually the first piece of work needed before signing any vendor’s contract.
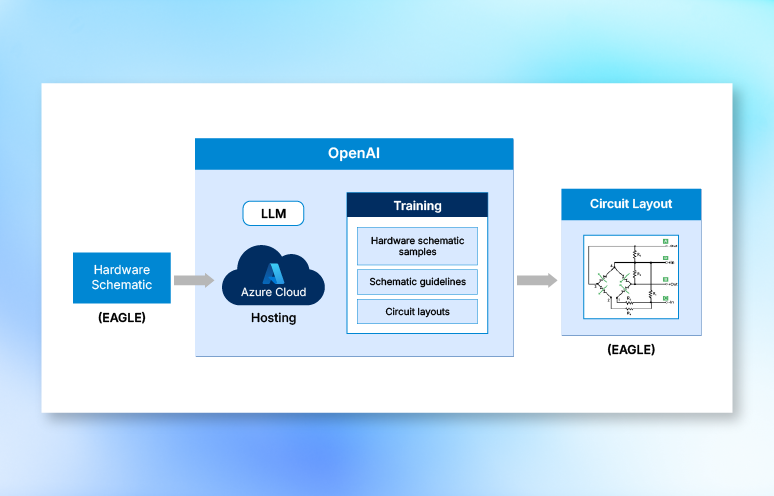
What AI adoption success looks like
AI’s true potential in manufacturing isn’t unlocked by isolated point tools alone. Rather, it’s realized when advanced algorithms become embedded as an integrated operational reality across the factory floor. Forward-thinking executives look at how effectively raw data is converted into bottom-line financial value.
The image below illustrates how a centralized AI infrastructure transforms raw manufacturing data into high-value business outcomes within an electronic component manufacturing environment.

In the above image, the architecture is organized into three distinct operational segments:
1. Data inputs
This section lists the foundational data streams required to feed the smart plant ecosystem:
- PCB design files (Gerbers): Initial design layouts
- Bill of materials (BOM): Lists of components and parts
- Sensor data (IoT): Real-time telemetry from active assembly line machinery
- ERP/MES records: Enterprise resource planning and manufacturing execution system historical and operational logs
2. The manufacturing process and AI core
The central hub is an interconnected network of core manufacturing stages. It shows how data loops between individual operations and the AI platform:
- Design & DFM review
- Component sourcing
- AOI/X-ray inspection
- Demand planning
- Equipment maintenance
- SMT placement
3. Business outputs
The strategic returns generated by anchoring these production stages to a central AI predictive engine are as per the following:
- Optimized yield: Maximizing first-pass success and minimizing defects
- Reduced downtime: Shifting to proactive maintenance to keep assembly lines running
- Accurate forecasts: Streamlining inventory control based on market and factory data
- Supply chain resilience: Mitigating shortages and sourcing risks dynamically
Bringing it together
AI adoption pays off when pointed at the industry’s most pressing problems. These include inspection of inconsistency, sourcing risk, unplanned downtime, and demand volatility from a tight global supply chain. Buying a platform and switching it on won’t solve these problems.
Solutions come from building a clear picture of existing plant data. They also come from piloting narrowly and keeping experienced engineers in the loop. Engineers should stay involved in decisions carrying quality or compliance weight. Scale only once a tool proves itself against real production outcomes. If you’re weighing where to start, there is no better time than now. The same applies if you already have an AI pilot underperforming.