Developed a quality control system using machine learning and IoT technology for machine manufacturing companies
Our client produces industrial machinery and replacement parts for construction, logistics, and heavy engineering sectors. We supported them in identifying and preventing quality defects by building a complete solution using machine learning and IoT. This helped reduce waste and improve safety compliance.
 Industry: Manufacturing
Industry: Manufacturing  Business type: Enterprise
Business type: Enterprise  Services: Automated defect detection
Services: Automated defect detection  Technology: AI, Machine learning, Computer vision, and IoT platforms
Technology: AI, Machine learning, Computer vision, and IoT platforms
Client profile
Our client is a US-based machine manufacturing company with multiple production facilities across the globe. They specialize in producing industrial machinery and replacement parts for sectors such as construction, logistics, and heavy engineering.
Technical challenges
For years, the client relied on manual quality inspection systems, which made it difficult to detect quality issues in real time. Defects that were undetected during the production process increased waste, that led to a high cost of production. Without automated quality defect detection, business leaders lacked the ability to respond quickly to the changing market needs. The major technical challenges were:
Integration complexity
They struggled to connect modern tools with their legacy system. Also, lacked a system to manage or analyze the growing volume of data.
Delayed responses
Network disruptions affected their ability to perform real-time monitoring across all the production lines, leading to slower incident responses.
High costs
They lack automated inspection processes, making it difficult to detect quality issues in real time, leading to unnecessary waste and increased costs.
Slow processes
Their processes were manually intensive, causing delays and reduced throughput. Thus, they were unable to respond to market conditions and technological advancements.
Our solution
We designed and deployed a complete solution combining machine learning and IoT to improve how the client manages quality, safety, and daily operations. The focus was to build a system that scales easily and fits into their existing production setup without disruption.
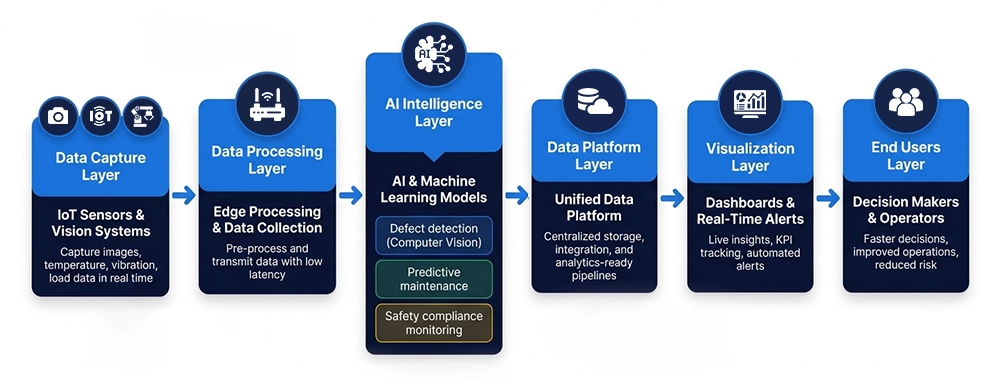
The new setup changed how teams work on the ground. Data started flowing in real time, helping them spot issues early and respond faster. Quality defects are now detected before they turn into larger problems, reducing waste and avoiding rework. Safety tracking also became more consistent, with better visibility across facilities.
We also streamlined how different systems connect with each other, so information moves smoothly across platforms. This gives decision-makers clear, real-time insights to act on, without delays or manual effort.
Real-time defect detection with custom AI models
We integrated cameras and AI models using computer vision to inspect products in real-time. Automated inspection identified defects in the production process and flagged them instantly.
This enabled production managers to identify defects in real time and reprocess them to improve production quality and reduce waste.
Deployed ML algorithms to identify equipment failure in advance
Machine learning algorithms predict equipment failures and notify teams ahead of time. Using the ML algorithm, our client prepared a maintenance schedule in advance, reduced maintenance costs, and improved production.
Created data pipelines that were analytical ready
We prepared data pipelines that are analytics-ready and need no manual intervention. Our team collected data, stored and restructured it at a unified platform so that it can be easily accessible when needed. Having ready-to-use high-quality data enables our client to take quick data-driven decisions.
AI-powered continuous monitoring identified and prevented hazardous situations
We implemented AI and sensors to automatically identify safety hazards like missing PPE and unsafe motion paths. AI tools triggered alerts in real-time when safety compliance was compromised. Supervisors could act in real-time, preventing hazardous situations and adhering to compliance and safety regulations.
Deployed IoT sensors to identify energy consumptions during peak hours
We deployed IoT sensors on the equipment to monitor energy consumption. These IoT sensors gathered data, analyzed them, and recommended load balancing and peak-hour. Our clients made adjustments during peak hours and reduced energy costs.
AI-powered sensors provided equipment health metrics
Installed IoT sensors across key production nodes to continuously track temperature, vibration, load, and speed. This proactive step provides live equipment health metrics to operational teams, so they can take action on time and improve production efficiency.
Business goals and measurable outcomes
| Business objective | Business benefit delivered |
|---|---|
| Reduction in production waste | Early-stage defect detection led to a measurable drop in rework and material loss |
| Stronger safety compliance framework | Real-time visibility helped teams stay ahead of violations |
| Improved incident response times | Enhanced monitoring allowed faster reaction to on-floor incidents |
| Insight-driven operations | Unified data allowed leadership to act on trends and hidden inefficiencies |
| Higher productivity through automation | Manual steps were eliminated with automation, minimizing delays and errors |
| Elevated workforce protection | IoT and sensors ensured more accurate tracking of people and asset |
Tech stack
- Computer vision engine
- OpenCV, YOLO-based object detection, and Custom-trained classification models
- AI / ML framework
- TensorFlow, PyTorch, and MLOps pipeline for continuous model improvement
- Camera infrastructure
- High-resolution industrial cameras and Conveyor-mounted vision arrays
- Backend and API layer
- Python (FastAPI), REST APIs, and Real-time data streaming
- Cloud platform
- Microsoft Azure (Azure ML, Azure IoT Hub, and Azure Blob Storage)
- Inventory integration
- WMS API integration and Real-time stock level synchronization
- Operations dashboard
- React.js (frontend), Role-based access control, and Live data visualization
- Reporting engine
- Automated shift reports, PDF export, and Trend analytics
- Security
- Azure Active Directory, Role-based access, and Encrypted data transmission
Similar case studies

Automating SAP Invoice Management with Power Automate Desktop

Streamlined data integration with Databricks

Transforming equipment calibration: A mobile app solution for enhanced efficiency
Connect Now
Our experts would be eager to hear you.
